
Weak joints are one of the most costly problems in metal frame production because they often stay hidden until the frame is under real stress. A frame may look acceptable during assembly, but if the bridge, hinge, or end piece has a weak welded or soldered connection, it can crack during fitting, shipping, or everyday wear. For wholesalers, distributors, and private label eyewear brands, that usually means returns, customer complaints, and damage to brand reputation. At eyewearbeyond, we have seen that joint failures are often blamed on “poor material,” while the real cause is more often poor process control, unsuitable filler material, excessive heat, or inconsistent inspection.
In practical terms, no single welding or soldering standard can fully guarantee that a metal frame joint will never fail. What really helps prevent weak joints is a combination of proper joining methods, compatible metals, controlled heat input, skilled workmanship, and reliable inspection after assembly. Standards are useful because they provide a framework for consistency, but they only matter when they are applied correctly in actual production.
That is why buyers should look beyond whether a supplier can simply name a standard. The more important question is how that supplier controls the process on the factory floor and checks the final joint quality before shipment. To understand what really prevents weak joints in metal frames, it is necessary to look at the common failure points, the joining methods used, and the inspection practices that make a practical difference.
Where Do Weak Joints in Metal Frames Usually Happen?
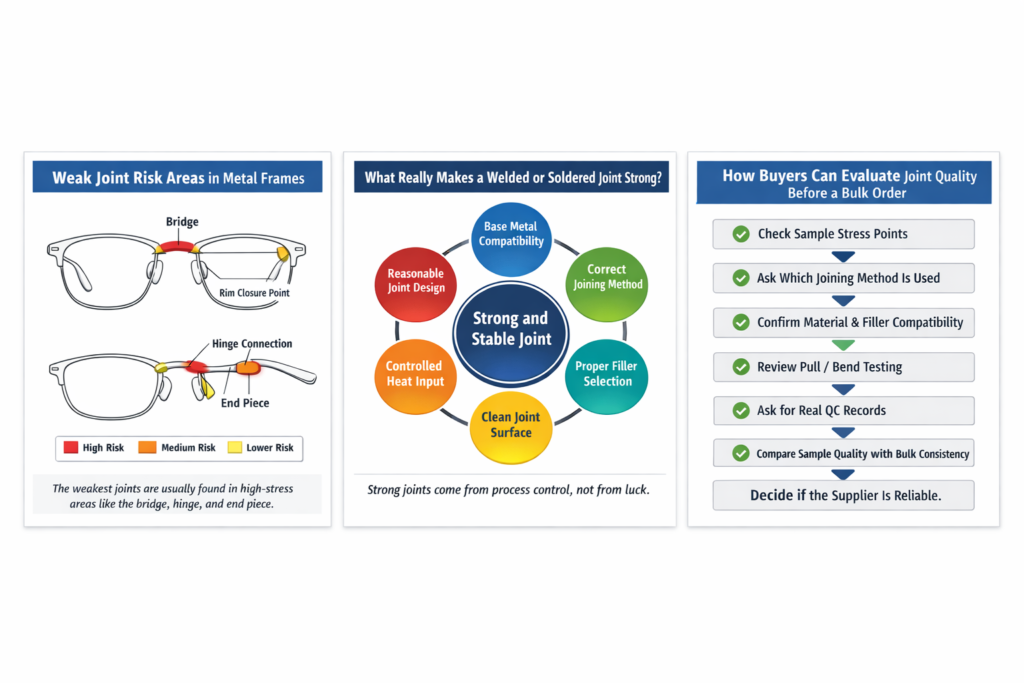
When a metal frame has a joint problem, it usually does not happen in a random place. Most of the time, the weakness shows up exactly where the frame takes repeated stress.
That is why experienced buyers do not just look at the overall finish. They look at the bridge, the hinge area, and the end piece first.
These are the places where trouble tends to start.
The bridge is one of the most common weak points because it takes pressure during fitting and adjustment. A frame may look perfectly normal on the table, but once someone starts shaping it for the wearer’s face, a weak bridge joint can begin to crack. In many cases, the problem is not obvious at the beginning. It only shows up after the frame has been bent slightly or handled a few times.
The hinge area is another high-risk point, and in real orders, this is where many complaints begin. Unlike a decorative part, the hinge is constantly moving. Every opening and closing action puts stress on that connection. If the weld or solder there is slightly weak, the problem may not appear in the sample room, but it often shows up later in store handling or customer use. First the hinge feels loose. Then it starts shifting. Eventually it may crack or separate.
End pieces also deserve close attention. They connect the front frame to the temples, so they deal with both movement and pressure at the same time. This is one of those areas that can look completely fine during early inspection but still fail after repeated opening and closing. In bulk production, that kind of hidden weakness is dangerous because it often appears after shipment, not before.
And that is really the issue with weak joints in metal frames. Many of them do not fail immediately. They fail later, after plating, after packing, after transport, or after the first few days of real handling.
From our experience, if a supplier only checks whether the joint looks smooth, that is not enough. A clean appearance does not always mean a strong connection. The real test is whether those high-stress areas can stay stable when the frame is adjusted, opened, closed, packed, shipped, and worn.
That is why, in practical production, the most important joints are usually not the biggest ones. They are the ones under the most repeated stress.
Is There One Standard That Can Truly Prevent Weak Joints?
Not really.
This is where a lot of buyers get misled, especially when a supplier throws out a few standard names and makes it sound like the problem is already solved.
In real production, weak joints are almost never prevented by one standard alone.
A standard can help. It can give a factory a framework. It can make the process more organized. It can reduce obvious mistakes. But it cannot, by itself, make a bridge joint stronger, keep a hinge from cracking, or stop an end piece from loosening after repeated use.
That part still depends on the actual work.
The real issue is whether the factory knows how to control the process behind the joint. Are the materials matched properly? Is the filler suitable for that metal? Is the surface clean before heating? Is the temperature controlled well enough to avoid brittle spots? Is the joint checked after assembly in a meaningful way?
Those are the questions that decide whether a joint stays strong.
And this is exactly why some suppliers can talk confidently about standards and still send out frames with weak joints. The paperwork may be there. The terminology may sound professional. But if the actual production steps are loose, rushed, or inconsistent, the final result can still be unreliable.
We have seen this happen more than once in the industry. A sample looks fine. The finish is clean. The frame feels acceptable in hand. But once the bulk order is adjusted, opened and closed repeatedly, or moved through shipping, the weak points begin to show.
So the problem is not that standards are useless.
The problem is that many people expect too much from the word “standard” and not enough from process control.
What standards can do is help a factory stay consistent. They can help define procedures, inspection steps, and quality expectations. That is valuable. But standards only become useful when they are actually translated into daily production habits.
Otherwise, they stay on paper.
For buyers, this is the more practical way to look at it: do not ask only whether a supplier follows standards. Ask how those standards are being applied at the bridge, the hinge, the end piece, and other high-risk areas. Ask what is checked, what can go wrong, and how the factory keeps those problems from repeating in bulk orders.
That is usually where the real answer is.
Because at the end of the day, strong joints do not come from a standard name. They come from a process that is controlled well enough to deliver the same result again and again.
What Standards Actually Help in Real Production?
When buyers ask about standards, what they usually want to know is simple: which ones actually help reduce problems in real orders?
That is the right question.
Because in metal frame production, not every standard is equally useful. Some sound impressive but do very little for day-to-day joint quality. Others may look less flashy, but they make a real difference because they help the factory stay consistent, control risk, and catch problems before shipment.
That is what matters in practice.
4.1. Quality Management Standards for Process Consistency
This is not the most exciting part of the topic, but it is one of the most important.
Weak joints often come from inconsistency. One worker handles the part one way. Another uses slightly different heat. A batch moves through inspection a little faster because production is busy. None of these things sound dramatic on their own, but together they create variation. And variation is exactly where joint problems start.
That is why quality management standards matter. Not because buyers care about paperwork for its own sake, but because good process control helps the factory repeat the same quality from one batch to the next.
In real life, that means clearer operating steps, better batch tracking, more stable inspection routines, and fewer surprises when production moves from sample stage to bulk order.
A strong sample is good.
A repeatable process is better.
4.2. Welding and Brazing Procedure Standards
This is where standards become more directly connected to the joint itself.
A useful welding or brazing procedure standard helps define how the joint should actually be made. Which method is used. Which filler matches the base metal. How the surface should be prepared. How much heat is appropriate. What should be checked afterward.
Without this kind of control, too much depends on habit and guesswork.
And guesswork is dangerous in metal frames.
The parts are small, the stress points are concentrated, and even a slight process change can affect the final result. That is why procedure standards help. They reduce randomness. They make the work more repeatable. They give the factory a clearer way to produce the same joint strength again and again instead of relying only on one skilled worker’s personal experience.
4.3. Finished Frame Durability and Performance Requirements
From a buyer’s point of view, this is often where the conversation becomes more meaningful.
A supplier can describe their process all day, but the more practical question is whether the finished frame actually holds up. Can the hinge survive repeated opening and closing? Can the bridge stay stable during fitting? Can the end piece hold after plating, packing, and shipping?
That is why finished product performance matters so much.
Some weak joints do not show up right after welding or soldering. They show up later, after the frame has gone through the rest of production and started dealing with real handling. So standards or requirements tied to durability are often more useful than process claims alone, because they push attention back to the final result.
And that is where buyers feel the difference.
4.4. Internal Inspection Rules Used by Experienced Factories
This is the part many buyers overlook, even though it often tells you more than formal certificates do.
Experienced factories usually build their own internal rules over time. Not because outside standards are useless, but because real production teaches them where failures actually happen. They learn which bridge structures need more attention. Which hinge areas tend to loosen first. Which joint types need extra checking after plating.
That kind of internal control is hard to fake.
It usually shows up in practical things: extra checks on high-risk joints, simple pull or bend checks during production, records of recurring defects, closer review of reworked parts, and better awareness of where weak points tend to hide. These internal habits may never appear in a sales brochure, but they are often the reason one supplier stays stable while another keeps having avoidable problems.
At eyewearbeyond, this is often how real quality is judged — not only by whether a standard exists, but by whether the factory has learned how to apply control where it matters most.
Because in the end, the standards that help most are the ones that improve actual decisions on the production floor. If a standard helps a factory build stronger joints, catch weakness earlier, and keep bulk quality stable, then it is useful.
If it only sounds good in a conversation, it is not doing enough.
What Really Makes a Welded or Soldered Joint Strong?
This is where the conversation gets more real.
Because once you move past certificates, standard names, and factory claims, joint strength usually comes down to a handful of practical things. Not dozens. Just a few basics that have to be done properly, every single time.
And if even one of them is off, the joint may still look okay at first — but that does not mean it will stay okay.
5.1. Matching the Joining Method to the Frame Material
A strong joint starts with a simple question: what metal are you actually joining?
That sounds basic, but it matters more than many buyers realize.
Different frame materials react differently to heat, filler, and handling. Stainless steel is not the same as Monel. Titanium is another story again. Even metals that look similar on the surface can behave very differently once the joining starts.
So when a factory uses the same approach across too many materials, problems usually follow.
Sometimes the joint looks clean but turns out too brittle. Sometimes the bond is weaker than expected. Sometimes the surrounding area gets affected more than it should. None of that is always obvious in the early stage, which is why material matching matters so much from the beginning.
Good factories do not choose the joining method first and hope it works.
They look at the metal first.
Then they decide what makes sense.
5.2. Using the Right Filler Instead of the Cheapest One
This is one of those details that buyers do not always see, but it has a big impact on what happens later.
The filler is not just something used to “stick” the parts together. It affects bonding strength, flexibility, corrosion behavior, and how the joint responds after plating, adjustment, and long-term use. If the filler does not match the base metal well, the connection may become the weak point even if the outside looks smooth and finished.
And yes, this is also one of the places where some suppliers cut cost quietly.
A cheaper filler can reduce expenses in the short term, but it may also bring more brittleness, weaker bonding, or less reliable performance over time. That is why the cheapest option is not always the most economical one once returns and complaints enter the picture.
A joint is only as trustworthy as the materials inside it.
Not just the materials you can see.
5.3. Preparing the Joint Surface Before Heating
A lot of weak joints start before the welding or soldering even begins.
If the joint area is not properly cleaned, the rest of the process is already working at a disadvantage. Oil, polishing dust, oxidation, residue from previous steps — all of these can interfere with bonding. And in metal eyewear, where the parts are small and the contact areas are limited, even small contamination can create a bigger problem than expected.
This is why surface preparation is one of those quiet steps that separates careful production from rushed production.
You may not see it in the finished frame.
But you often see the result when it is skipped.
A clean joint area gives the filler a real chance to bond well. A dirty one creates risk from the start, even if the operator is experienced and the equipment is good.
5.4. Controlling Heat So the Frame Does Not Become Brittle
Too little heat causes problems.
Too much heat causes different problems.
And in metal frame production, both happen more easily than people think.
If the heat is too low, the filler may not flow or bond properly, which leaves the joint weaker than it should be. If the heat is too high, the metal around the joint can become brittle, slightly distorted, or damaged in ways that are not always obvious right away. Sometimes the frame still looks acceptable. The real issue only appears later during fitting or repeated use.
That is why heat control is not about being aggressive. It is about being precise.
Eyewear parts are thin. Small. Easy to affect.
There is not much room for careless temperature control, especially around stress points like the bridge and hinge base. Factories that understand this usually focus on stable, repeatable heat input — not just getting the job done quickly.
5.5. Designing the Joint to Reduce Stress Concentration
Even a well-made joint can fail early if the design puts too much force into one small point.
This part gets overlooked a lot.
People tend to blame the weld or solder when a joint fails, but sometimes the real issue starts in the structure itself. If the bridge design concentrates stress too tightly, or if the hinge area does not distribute movement well, the joining point ends up doing more work than it should. Over time, that kind of pressure catches up.
So strong joints are not only built by the operator. They are also built by the design.
A better design gives the joint a fairer job. It spreads the load more naturally, reduces repeated stress in one spot, and gives the frame a better chance of surviving real-world handling. That is especially important in bulk orders, where even a small design weakness can turn into a repeated complaint pattern.
In real production, the strongest joints usually come from three things working together: the right design, the right materials, and the right process.
If one of those is missing, the joint may still survive for a while.
But “for a while” is not what buyers are paying for.
Which Joining Methods Are More Reliable for Metal Frames?
When people compare joining methods, they often want one simple answer: which one is best?
But in metal frame production, that is usually the wrong question.
The better question is: which method is best for this material, this part, and this level of stress?
Because a method that works well in one area may not be the best choice in another. Some are better for precision. Some are better for strength. Some are fine in low-stress positions but risky in places that get opened, adjusted, and handled again and again.
That is why the most reliable method is usually the one that fits the job — not the one with the most impressive name.
Which Joining Methods Are More Reliable for Metal Frames?
Not all joining methods give the same result, even when the frame looks fine at first glance. In metal frame production, the better method is usually the one that matches the material, the joint position, and the amount of stress that part will take later.
That is why there is no single “best” method for every frame.
Some methods are better for tiny, precise areas. Others are better for structural strength. And some are acceptable in low-stress areas but risky in places like the bridge or hinge.
6.1. Laser Welding for Small and Precise Areas
Laser welding is often a good choice when the joint area is small and precision matters. It creates a narrow heat-affected zone, which helps reduce damage to the surrounding metal. That is a big advantage in eyewear, where parts are thin and appearance also matters.
It is especially useful in delicate areas where too much heat can easily leave marks, distortion, or weakness.
But laser welding is not automatically better just because it sounds advanced. It still depends on machine settings, operator experience, and how well the process is controlled. If the setup is not stable, a clean-looking laser weld can still end up weaker than expected.
So yes, laser welding can be very reliable. But only when the factory really knows how to use it.
6.2. TIG Welding for Stronger Structural Connections
TIG welding is often chosen when more structural strength is needed. It can create solid joints, and in the right application, it gives good control and dependable bonding.
That said, it is not always the easiest fit for small eyewear parts.
Because TIG introduces more heat than laser welding, it needs to be handled carefully. On thin frame components, too much heat can affect the surrounding area, which may lead to deformation, surface damage, or local brittleness if the process is not well managed.
In other words, TIG can be strong, but it is not something you use carelessly on fine metal frames.
6.3. Silver Brazing for Common Metal Frame Assembly
Silver brazing is still one of the most practical and widely used joining methods in metal frame manufacturing. There is a reason it has stayed common for so long. When done properly, it offers a good balance between strength, workability, and cost.
For many factories, this is the method that makes everyday production possible.
It can work very well on common metal frame parts, especially when the filler is well matched, the surface is properly cleaned, and the heating is kept under control. But if any of those steps are sloppy, silver brazing can also produce joints that look acceptable on the outside and fail too early in real use.
So the method itself is not the problem. The execution is.
6.4. Why Soft Soldering Is Less Reliable in High-Stress Areas
Soft soldering has its place, but high-stress areas are usually not that place.
It may be acceptable for lighter-duty parts or low-load connections, but when you are dealing with the bridge, hinge base, or end piece, soft soldering is often less dependable over time. These areas take repeated movement and pressure, so they need a joint with better long-term strength.
The issue is not that soft soldering never works. The issue is that it gives you less margin for error in places where failure is expensive.
That is why experienced factories tend to be more cautious with it. If a frame part will be opened, adjusted, or stressed again and again, a stronger and more stable joining method is usually the safer choice.
At the end of the day, the most reliable joining method is not the one with the best name. It is the one that fits the material, fits the part, and stays stable when production moves from a sample bench to a real bulk order.
Why Do Some Suppliers Still Have Weak Joints Even If They Claim to Follow Standards?
This is a question many buyers learn the hard way.
On paper, everything may look fine. The supplier can talk about quality control, mention welding standards, and show certificates. But once the goods arrive, the problems start showing up. A hinge feels loose. A bridge cracks during adjustment. An end piece begins to separate after repeated opening and closing.
So what happened?
Usually, the problem is not that the supplier has never heard of standards. The problem is that standards on paper do not automatically turn into stable workmanship on the factory floor.
7.1. The Standard Is Only on Paper
Some suppliers are good at presenting the right documents, but that is not the same as controlling the real process. They may know what standard sounds convincing, but when production starts, the actual work is still inconsistent.
This is more common than many buyers expect.
A factory may claim to follow a procedure, but if workers are handling similar frame parts in different ways, or if the inspection is too loose to catch early defects, the final joint quality can still vary from batch to batch. That is why a certificate should be seen as a starting point, not proof by itself.
7.2. Worker Skill Is Not Stable
In metal frame production, joint quality still depends heavily on human skill, even when machines are involved. One experienced operator may produce clean, reliable joints with very few defects. Another may create joints that look acceptable but are weaker underneath.
That difference matters a lot.
If a factory does not have stable training, clear working methods, and good supervision, the output can change depending on who is on the line that day. This is one reason why some sample orders look fine, but bulk production feels less reliable.
7.3. Different Material Batches Behave Differently
Not every issue comes from careless work. Sometimes the materials themselves create variation.
One batch of metal may respond a little differently to heat. Another may have slightly different surface conditions or forming behavior. If the factory is not paying attention, the same welding or soldering settings used before may not give the same result again.
This is where experienced process control becomes important. Good factories notice these shifts and adjust. Weak factories keep running the same settings and hope for the best.
That is when hidden joint problems start building up.
7.4. Inspection Is Too Basic to Catch Early Defects
A lot of weak joints are missed because the inspection is too simple. If the check is only visual, some bad joints will pass.
They may look smooth.
They may look clean.
They may even look finished.
But appearance does not always tell the truth.
A joint can still be weak inside because of poor bonding, overheating, incomplete filler flow, or contamination in the joining area. Without pull checks, bend checks, repeated opening tests, or proper sampling rules, these defects can slip through and show up only after shipment or in the customer’s hands.
7.5. Cost Cutting Leads to Filler or Process Downgrades
This is another reality buyers should not ignore. When pricing gets tight, some suppliers start saving money in places the customer cannot easily see.
They may switch to a lower-grade filler. They may shorten surface preparation. They may reduce inspection time. They may push output faster than the process can handle safely.
None of these decisions look dramatic on their own. But together, they slowly weaken joint reliability.
And the worst part is that the frame may still look good when packed.
That is why buyers should not only ask whether a supplier follows standards. They should also ask how the process is controlled, how defects are tracked, and what changes when cost pressure goes up. Because in real production, weak joints often come from small shortcuts, not big obvious mistakes.
At the end of the day, reliable joint quality usually comes from discipline. Not from good wording. Not from certificates alone. And not from one perfect sample.
It comes from doing the same important things right, over and over again.
How Can Buyers Judge Whether a Supplier’s Joint Quality Is Reliable?
Most suppliers will tell you their quality is stable. The real question is how to tell whether that is actually true.
When it comes to welded or soldered joints in metal frames, buyers usually get into trouble when they judge too much by appearance, price, or one good-looking sample. A frame can look clean, polished, and well finished, but the real risk is often hidden in the joining points.
That is why practical questions matter more than sales language.
8.1. Ask Where the Frame Usually Breaks in Testing
This is a very useful question because it tells you whether the supplier really understands their own product.
A factory with real production experience usually knows where failure tends to happen first. Maybe it is the bridge on a certain structure. Maybe it is the hinge base. Maybe it is the end piece after repeated opening and closing. If the supplier can answer clearly, that is often a good sign. It means they have seen real issues, tracked them, and learned from them.
If the answer is vague, overly perfect, or sounds like “our frames never have this problem,” that is usually less reassuring.
No factory is perfect. But experienced factories usually know their risk points.
8.2. Ask What Joining Method Is Used for Each Part
This question sounds simple, but it reveals a lot.
Not every part of a metal frame should be handled the same way. The bridge, hinge, end piece, and nose pad arm can all face different levels of stress, so the joining method should make sense for the position and the material. A capable supplier should be able to explain why laser welding is used in one place, why silver brazing is used in another, or why a certain method is avoided in a high-stress area.
You are not only listening for technical terms here. You are listening for logic.
If they can explain the method clearly and in a practical way, that usually tells you more than a certificate does.
8.3. Ask Whether Pull, Bend, and Fatigue Tests Are Recorded
A lot of buyers ask whether testing is done. Fewer ask whether it is recorded.
That difference matters.
A supplier may say, yes, we do testing. But what kind of testing? How often? On which parts? Is it just a quick check, or is it part of a regular control routine? More importantly, is there a record?
When pull tests, bend checks, hinge opening tests, or fatigue checks are actually tracked, it becomes much easier to spot patterns and prevent repeat problems. Without records, testing can turn into a nice sentence rather than a real control tool.
And in bulk production, that is not enough.
8.4. Ask How Rework and Joint Failure Are Tracked
This is one of the most practical questions a buyer can ask, because it gets closer to what really happens inside production.
Every factory has some level of rework. That is normal. What matters is whether the factory knows why rework happens, where it happens most often, and whether those problems are being reduced over time. If a supplier can explain how joint failures are tracked by area, type, or batch, that usually means they are managing the process instead of just reacting when something goes wrong.
A supplier who cannot explain this clearly may still produce good samples. But stable bulk quality becomes harder to trust.
8.5. Ask for Real Production QC Evidence, Not Just Certificates
Certificates can be helpful, but they do not tell the full story.
What really helps is seeing real quality control evidence from production. That could mean inspection records, test photos, internal check sheets, batch reports, or examples of how defects are handled before shipment. These things show whether the supplier’s quality system is alive in daily work or only present in a file folder.
This is where many buyers start seeing the difference between factories that talk well and factories that actually control details.
A good supplier does not need to hide behind big claims. They can usually walk you through the process in a straightforward way.
At eyewearbeyond, this is often where trust becomes more practical. It is not only about saying the joints are strong. It is about showing how that strength is checked, where the risks are, and how the factory keeps those risks under control before bulk goods leave the line.
In the end, buyers usually make better decisions when they stop asking only, “Do you follow standards?” and start asking, “How do you prove the joints will stay reliable in real use?”
That is the question that gets closer to the truth.
What Should Buyers Focus On Before Plicing a Bulk Order?
This is the point where a lot of problems can still be avoided.
Once a bulk order is placed, fixing joint quality becomes much harder, much slower, and much more expensive. That is why smart buyers do not wait until mass production is finished to start asking the right questions. They look closely before the order is confirmed.
And when it comes to metal frame joints, that early attention can save a lot of trouble later.
9.1. Sample Testing Before Price Discussion
Price matters, of course. But if the sample itself is not stable, there is no real point in negotiating hard on cost.
A sample should not only look good on the table. It should also be checked in the areas most likely to fail, especially the bridge, hinge, and end piece. If possible, buyers should look at how the frame behaves during adjustment, repeated opening and closing, and light stress handling. A clean finish is not enough.
The first question should be: does this frame hold up well?
Only after that should price become the main conversation.
9.2. Confirmation of Material and Filler Compatibility
This is one of those details that many buyers do not see, but it affects long-term reliability a lot.
The frame material and the filler used at the joint need to work well together. If they do not, the connection may still pass early inspection but fail later from cracking, brittleness, or poor durability. That is why it helps to ask not only what the frame is made of, but also what joining material is being used and why.
A supplier who really understands their process should be able to explain this without sounding vague.
That kind of answer usually tells you a lot.
9.3. Stability Between Sample Quality and Bulk Quality
A good sample is useful. But one good sample does not automatically mean a good bulk order.
This is where buyers need to think beyond development stage quality. The real issue is whether the supplier can keep the same joint strength when the line is running at volume, when more workers are involved, and when production pressure starts increasing. Some factories are very good at making samples carefully by hand, but less stable when they move into real batch production.
So the key question becomes: can they repeat the same quality consistently?
That is often more important than how polished the first sample looks.
9.4. Durability After Plating, Assembly, and Shipping
Some joint issues do not show up immediately after welding or soldering. They start showing later.
Maybe after plating.
Maybe after final assembly.
Maybe after the cartons have been moved, stacked, and shipped.
That is why buyers should pay attention to how the frame performs after all finishing steps are complete, not only when the raw frame first comes together. A joint that looks solid before plating may reveal cracks later. A hinge that feels acceptable in the sample room may loosen after transport or repeated handling.
What matters is not just production-stage strength, but finished-product durability.
9.5. Whether the Supplier Can Explain the Process Clearly
This sounds simple, but it is often one of the best filters.
A supplier who really controls joint quality can usually explain their method in a clear, grounded way. They can tell you which joining method is used on each part, where the common risks are, how they check those areas, and what they do when defects appear. They do not need to hide behind big words or overpromise perfect results.
Clear explanations usually come from real understanding.
Vague answers usually do not.
At eyewearbeyond, this is why the conversation before bulk production matters so much. It is not only about confirming drawings, colors, or quantities. It is also about making sure the product has been built with the right joining method, the right control points, and the right checks before volume starts. Because once a weak joint enters bulk production, it rarely stays a small problem.
In the end, buyers usually protect themselves best when they focus on reliability first, not just appearance, price, or paperwork. A strong-looking sample is nice. A repeatable bulk process is what really matters.
Conclusion
In our experience, weak joints in metal frames are rarely caused by one dramatic mistake. More often, they come from small problems that build up across the process — the wrong filler, poor surface cleaning, unstable heat control, or inspection that looks fine on paper but misses the real risk points. That is why some frames can look good when packed but still fail later at the bridge, hinge, or end piece once they reach the market.
For buyers, the real issue is not whether a supplier can name a welding or soldering standard. The real issue is whether that supplier can turn process control into repeatable bulk quality. At eyewearbeyond, we believe reliable joint strength comes from practical decisions made every day on the production floor, not from certificates alone. In the end, buyers usually avoid weak-joint problems not by choosing the supplier with the best wording, but by choosing the one that understands where failure really happens and knows how to prevent it before shipment.






















